



MATERIALS AND TECHNOLOGIES
Footwear is a product, and understanding its structure allows us to more quickly select the right model.
FOOTWEAR MANUFACTURING TECHNOLOGY
Different sole molding technologies, as well as material selection, directly affect footwear quality. In mass production, three main technologies are used: Cemented, Injection, and Vulcanization.
1) Cemented
In about 80% of footwear production, this method is used. The upper is bonded to the sole at room temperature using special adhesive compounds. This method is suitable for leather, textiles, and other materials., allows to create a variety of detailed models, and is widely used in fashion footwear. The strength of the bond depends on the quality of the adhesive, and delamination may occur under extreme conditions.

2) Injection Molding
Sole materials such as PVC, TPR, or PU are heated and melted, then directly injected into the mold along with the upper. This method is highly automated, ensuring high productivity and low production cost.and the finished footwear features good water resistance and a seamless structureA molding line is often visible externally, and the design is usually functional with a plastic texture.

3) Vulcanized
High temperature and high pressure processing connects the rubber sole to the upper of the shoe, creating a monolithic structure. This method provides excellent strength and wear resistance, the sole is resistant to high temperatures and is not subject to aging. Most often used in sneakers and classic sports models. Externally, a thickened rubber edging is usually visible, but Production takes longer and the choice of styles is limited.

SHOE CONSTRUCTION
The structure of a finished shoe directly determines its stability, comfort, durability, and fit. A structural analysis of the shoe allows for a clear understanding of its construction and key characteristics.
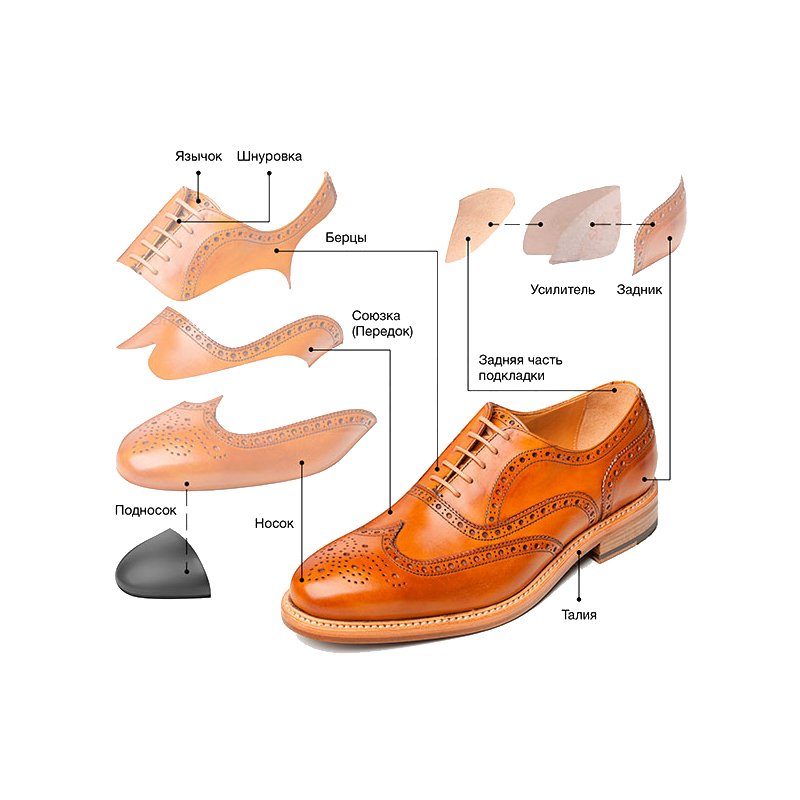
Upper
Toe and heel are installed respectively in the toe and heel parts to maintain the shape of the shoe, prevent deformation and provide additional protection.
As a rule, they are made from thermoplastic materials with a thickness of 0.8 to 1.5 mm depending on the model.
Reinforced materials such as steel, aluminum, carbon fiber, Kevlar, fiberglass and others can be used for safety footwear, depending on the operating conditions.
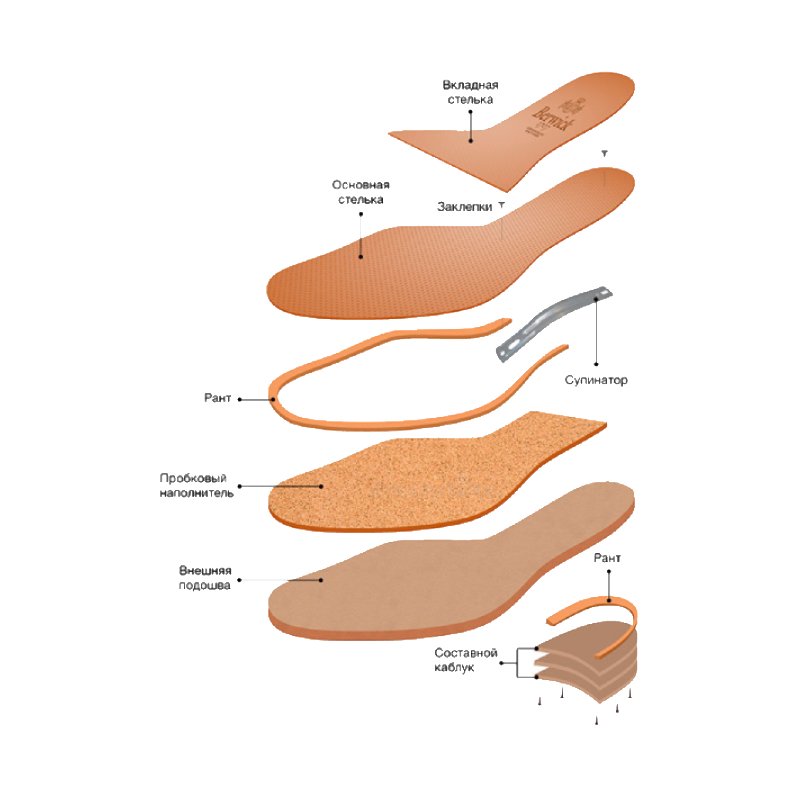
Lining and insole
The lining can be full or partial; breathable materials are most often used.
Insole (/ insert) 2.0–4.0 mm thick provides softness and cushioning, and doesn't shift when walking. Materials: leather, PU, EVA, felt, textile, latex, etc.
Main insole usually made from 0.6–1.5 mm thick staple or 1.0–3.0 mm thick cardboard, providing flexibility without the risk of breakage and deformation.
For heeled models, the outer material can be made of ABS plastic, wood, patent leather, or metal. Inside is a supporting core (steel, plastic, wood, or composite). The heel is attached to the sole with special nails (2-5).
UPPER MATERIALS
The following materials are used for footwear production:
Genuine leather (GL)
1) Cattle leather (first and second layer) — this is the skin of a bull and an ox; the thickness of the first layer after delamination is from 1.0 to 2.0 mm, and the second — from 0.6 to 1.6 mm.
- First layer skin used for high quality shoe uppers.
- Second layer skin It is often processed using polyurethane (PU) and is considered "PU coated genuine leather (smooth)" and is an imitation of first-layer cattle leather that cannot be directly coded as "Genuine Leather" when exported.
- Parted leather Made from leather waste and fibers processed into a mass that is applied between a fabric base and a polyurethane (PU) coating, then embossed to resemble genuine leather. It is used to increase the rigidity of products and in furniture production. The leather is classified as artificial leather.

2) Pig skin (first and second layer) — the thickness of the first layer after delamination is from 0.8 to 1.8 mm, and the second layer from 0.6 to 1.2 mm.
- First layer skin used for the upper and insole (and insert) of high and medium quality shoes.
- Second layer skin most often for the lining and insole (and insert) of shoes in order to maintain breathability.
3) Nubuck — это обработанная шлифовкой лицевая сторона (зернистая) первого слоя кожи КРС/ телят с мягкой бархатистой поверхностью; толщина составляет от 1,0 до 2,0 мм.

4) Suede, is usually made from изнаночной стороны (бахтарма) первого слоя кожи not large animals, most often sheepskin, goat skin or deerskin.
5) Velour — это кожа с мягкой, бархатистой ворсистой поверхностью, который чаще всего получают после шлифовки изнаночной стороны спилка — of the second layer of leather, obtained by splitting the skin.

See the article: How to Quickly Distinguish Suede, Velour, and Nubuck?
Artificial leather (IL)
1) Microfiber leather — high-quality synthetic material based on a nonwoven fabric of ultrafine fibers impregnated with polyurethane (PU) and finished with a surface layer. The production process includes base formation, PU impregnation, lamination (dry or wet), and finishing. The result is a material that mimics genuine leather with various textures, such as litchi grain embossing, Crazy Horse, suede with a velvety effect, and others.

2) Eco-leather (regular textile) with a polyurethane (PU) coating
3) Textile (including mesh)
Attention!! Artificial leather is not always inferior to or cheaper than genuine leather; For example, microfiber leather surpasses PU-coated genuine leather in quality and, accordingly, is significantly more expensive; it is considered a mid- to upper-mid-range material despite being labeled as "artificial leather."
See the article: How to Determine Genuine Leather?
SOLE
The following materials are widely used for shoe soles:

RUBBER
Characterized by high wear resistance and excellent grip (anti-slip properties), but relatively heavy and less flexible; used in casual and work footwear, suitable for vulcanization and cementing methods, and belongs to the mid- to high-price range materials.

EVA
It is lightweight, soft, and offers good cushioning properties, but has low wear resistance; used in sports and casual footwear, mainly applied in cementing and injection molding methods, and belongs to the low-price range materials.

PU
It has good wear resistance, elasticity, and cushioning properties at a relatively low weight, but may undergo hydrolysis during prolonged use (causing the sole to become brittle); used in classic and casual footwear, applied in injection molding and cementing methods, and belongs to the mid-price range materials.

TPU
It is a high-strength, wear-resistant, flexible, and deformation-resistant material, but comes at a higher cost; used in sports and functional footwear, applied in injection-molded and combined soles, and belongs to the mid- to high-price range materials.

TPR
It offers good flexibility and satisfactory wear resistance, combining the properties of rubber and plastic, but is less durable than natural rubber; used in casual and children’s footwear, applied in injection-molded and combined soles, and belongs to the low- to mid-price range materials.

PVC
It is characterized by water resistance and chemical resistance at a low cost, but is relatively rigid and less flexible at low temperatures; used in work and budget footwear, applied in injection molding technologies, and belongs to the low-price range materials.
See the article: “How to Choose the Right Sole: Procurement Tips”
LAST
The last determines the geometry of the footwear, its size accuracy, and the fit on the foot, serving as one of the key factors affecting wearing comfort and the appearance of the product. It is an integral part of the development process—from design drafting to mass production.
Shoe lasts are divided into the following types based on materials:

Plastic lasts are made from polyethylene resins by injection molding followed by post-processing. Thanks to dimensional stability, a short production cycle, low cost, as well as reusability and the possibility of limited adjustments, they are widely used in the production of cemented footwear.

Aluminum lasts are the most common among metal lasts. They are almost non-adjustable, but compared to plastic ones, they have higher strength and heat resistance. They are widely used in the production of vulcanized and molded shoes.

Wooden lasts are easy to work with manually and are ideal for developing and adjusting models; they are more commonly used in the handcrafting of glued shoes.
See the article: Methods for Measuring Lastsдок»